
移印测试
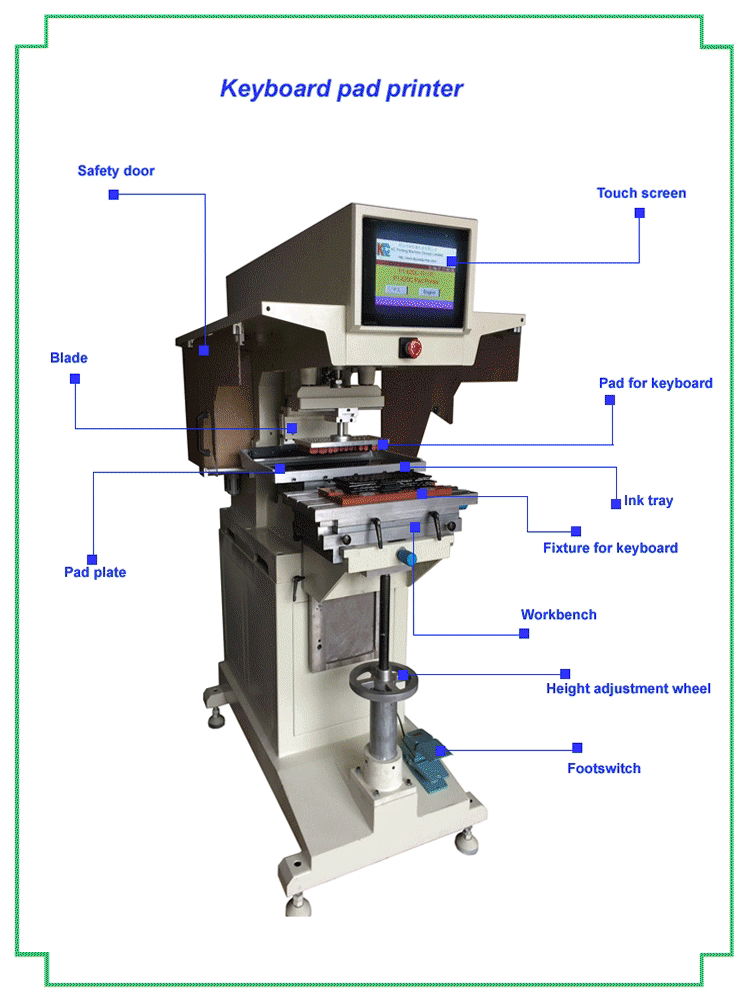
单色移印机完成印刷的要素有移印版,移印油墨,移印胶头,移印夹具。 移印夹具实际上就是一个定位装置,它按照印刷要求将产品固定在工作台上,确保在印刷过程不发生移动;移印油墨要适合产品的材质,比如塑胶,玻璃, 金属,移印油墨的颜色也要和印刷设计的颜色相同;移印版就是要把印刷的图文蚀刻在钢板或者树脂版上;移印胶头是完成油墨转移的重要载体,它有硅橡胶硫化制成, 不同图文的印版需要不同形状不同硬度的移印胶头。单色移印机一般只需要一个夹具, 一块印版,一种颜色油墨和一个移印胶头。

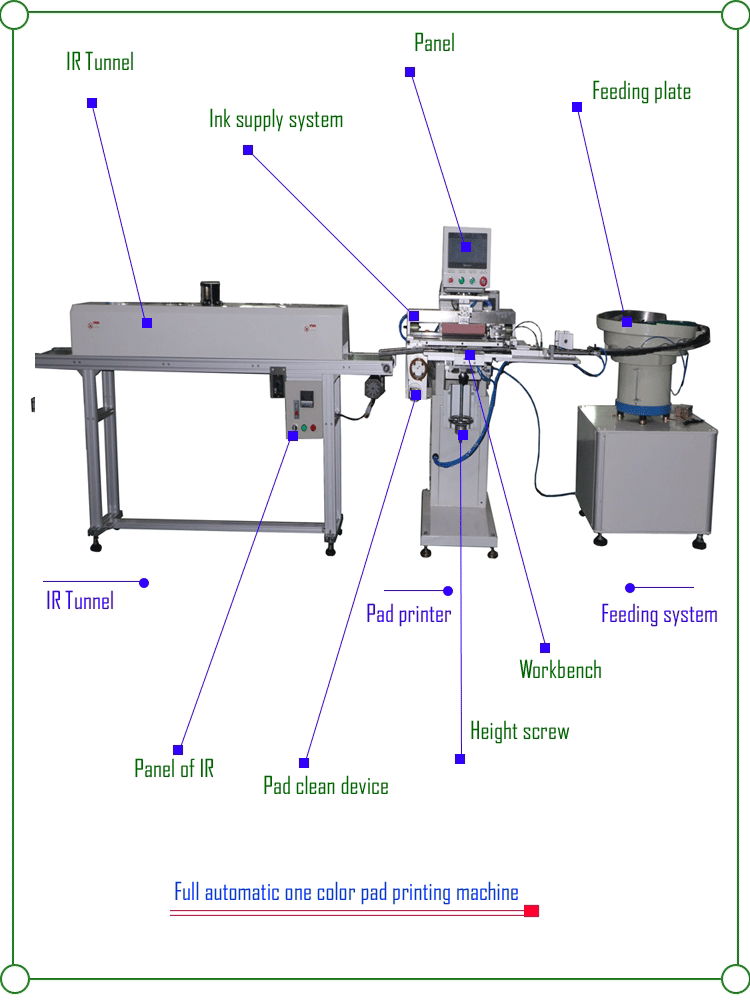
单色转盘移印机是目前市场上较为流行的移印机,它的自动化程度比单色移印机有很大提高,相比单色移印机, 它的显著特点是工作台由 多工位旋转的转盘代替,可以装夹4-10个产品进行连续移印,因此,它需要更多的夹具来固定每一个产品,完成印刷的要素有移印版,移印油墨,移印胶头,移印夹具。 移印夹具实际上就是一个定位装置,它按照印刷要求将产品固定在工作台上,确保在印刷过程不发生移动;移印油墨要适合产品的材质,比如塑胶,玻璃, 金属,移印油墨的颜色也要和印刷设计的颜色相同;移印版就是要把印刷的图文蚀刻在钢板或者树脂版上;移印胶头是完成油墨转移的重要载体,它有硅橡胶硫化制成, 不同图文的印版需要不同形状不同硬度的移印胶头。单色转盘移印机一般需要4个到10个夹具, 一块印版,一种颜色油墨和一个移印胶头。

移印机测试常见问题的处理1-2
- 图文模糊,边缘清晰度差:
清晰度差意味着线条和文字的边缘非常模糊.
| 可能原因 |
解决办法 |
| 移印胶头太软 |
更换较硬的胶头. |
| 移印胶头形状不适合. |
更换更加匹配的形状的胶头. |
| 印版腐蚀有问题. |
重新腐蚀制版. |
| 印版图文腐蚀过深. |
重新制版,选用较浅的深度. |
| 印版类型选择不当. |
选择合适的印版(钢板或者树脂版) |
| 菲林加网出现问题 |
选用另外的加网参数制作菲林片 |
| 移印油墨墨层太厚. |
在油墨中添加适当的稀释剂. |
| 移印油墨墨层过厚 |
减少油墨中的稀释剂. |
| 油墨干燥速度太慢. |
选用快干稀释剂,采用两次粘墨一次压印模式 |
| 承印物表面粘脏. |
清洁承印物表面. |
| 产品表面太粗糙,颗粒度太大 |
更换承印物,或者选用硬一点的胶头 |
| 图文垂直高度差异过大. |
选用特殊的胶头或胶头夹持装置 |
| 印刷图文过于靠近边缘 |
夹具应可靠支持胶头压力,防止胶头滑移。 |
| 夹具稳定性不好,高速印刷中移印胶头颤动 |
制作新的夹具,降低印刷速度。防止移印过程中的颤动. |
- 油墨附着力达不到要求
这个问题经常发生,原因是产品的材料不可知或者选择的油墨类型存在错误。
| 可能原因 |
解决办法 |
| 移印胶头表面残存有太多的硅油. |
使用前用酒精清洁胶头表面. |
| 钢板腐蚀深度过深. |
重新腐蚀深度较浅的钢板 |
| 油墨选择出现错误. |
根据油墨说明选用合适的油墨类型, 选用专用的移印油墨 |
| 需要双组分油墨 |
选用双组分油墨,添加相应的硬化剂 |
| 硬化剂比例添加不正确 |
按照说明精确的计量和添加硬化剂 |
| 承印物表面染脏. |
用酒精清洁表面.注意环境的污染问题,建议设立无尘车间 |
| 承印物没有或者表面处理不充分 |
检测表面处理程序,必要时重新处理. |
| 处理时间时效不恰当 |
处理后不应放置过长的时间. |
| 没有或者印后处理不充分 |
使用必要的烘干装置烘干,UV移印油墨烘干的技术参数控制恰当 |
移印机测试常见问题的处理3-4
- 出现小的针孔
如果针孔连续不断的出现在同一个位置,应检查移印胶头和钢板是否受到损伤,必要时更换。
| 可能原因 |
解决办法 |
| 移印胶头表面受损伤. |
更换胶头或调整胶头使损伤部位不妨碍印刷. |
| 移印胶头底部过于平坦. |
用较为尖的胶头. |
| 移印胶头太软. |
更换较硬的胶头. |
| 印版曝光过程由于灰尘沉积造成印版缺陷 |
更换新的印版.制版车间的环境控制应慎重检查。 |
| 移印油墨太稠 |
添加较多的稀释剂,杜绝过期的或者变质的油墨 |
| 承印物表面太粗糙. |
选用较硬的胶头,喷砂处理工序选用较细的砂粒。 |
| 承印物有灰尘染脏 |
清洗承印物表面.建议设立无尘车间。 |
| 油墨被胶头上的硅油或油污污染 |
更换新的油墨. 清洗胶头表面。 |
- 多色印刷中两次压印之间出现颜色反串.
是指高速多色印刷中后一个胶头将前一次印刷的油墨粘起的现象,这种情况多发生于承印物表面难以被油墨和溶剂浸润的情况下的大面积移印。当油墨干燥速度不足以和穿梭工作台和转盘工作台两个工位之间变换的速度相匹配时经常发生,通常依靠两次粘墨一次压印的模式来解决这个问题。
| 可能原因 |
解决办法 |
| 移印胶头表面出现细孔,老化 |
更换新的胶头.胶头制作过程请注意配方的精确化。 |
| 印版腐蚀深度太深. |
用较浅的深度腐蚀钢板. 用钢板深度计检测钢板 |
| 菲林片选择的网点百分比和加网线数错误 |
采用不同的加网线数制作菲林然后晒版(高分辨率DPI 加网线数适合小文字和精细细节) |
| 油墨中含有太多的稀释剂. 或稀释剂不匹配 |
添加一些纯油墨.建议采用厂家配套的稀释剂。 |
| 油墨干燥速度太慢. |
选用快干稀释剂, 进行吹风干燥,使用胶头延迟压印功能,迫使油墨用较长的时间干燥 |
| 承印物表面太光滑. 基材被稀释剂所侵蚀损坏。 |
两次印刷中用热风或冷风干燥, 或采用两次粘墨一次压印的模式印刷.UV 油墨套印一定要控制好印刷速度。 |
| 基材被油污污染. |
印刷前进行清洁处理. |
移印样品展示


- 油墨厚度不均匀
经常发生于较大面积的油墨覆盖印刷上.这是移印工艺无法根本消除的缺陷之一。条件具备的客户可以购置专门印刷大面积的滚筒式移印机来获得均衡的墨层厚度
| 可能原因 |
解决办法 |
| 移印胶头错误的形状选择. |
更换更加合适的形状的胶头.胶头有效截面积应大于印刷面积至少30%。 |
| 印板选择错误. |
实地印刷慎用树脂版,防止油墨由于表面张力的缘故而收缩 |
| 钢板腐蚀深度有问题 |
控制钢板深度重新制版,用钢板深度计检测钢板 |
| 制作菲林片加网角度有问题 |
选择新的加网角度重新制作菲林 |
| 图文在钢版上的方向存在问题 |
较长线条的图文应使之和钢板呈一定的角度关系 |
| 油墨太稀 |
减少油墨中的稀释剂或添加原墨进行搅拌 |
| 油墨太稠 |
添加较多的稀释剂 |
| 油墨混合不均匀 |
将油墨装入油盘或油盅内一定要搅拌均匀 |
| 承印物本身同一性较差 |
选择最适合的胶头,要求截面积可以达到印刷面积的150% |
| 刮刀刚性太差 |
更换刚性好的刮刀或者换用油盅移印机 |
- 印刷图象变形
在复杂的和弯曲严重的产品表面印刷最常出现这个问题。
| 可能原因 |
解决办法 |
| 移印胶头形状有问题 |
更换合适的胶头形状胶头底部尽量平坦一些 |
| 移印胶头太软或太硬 |
测试并选择最适合的硬度的胶头 |
| 图文过于接近胶头的边缘 |
选择截面积更大的胶头 |
| 印版腐蚀深度太深 |
深度太深而油墨太稀,图文扭曲变形经常发生 |
| 油墨太稀 |
油墨太稀而深度太深,图文扭曲变形经常发生 |
| 承印物松动或者塌陷 |
调整印刷压力,检查承印物的刚性。 |
| 工件的夹具不合适 |
修改夹具保证它能很好的固定承印物 |
| 夹具滑移. |
检查夹具的固定情况 |
| 印刷图文出现角度变形 |
变换夹具的夹持角度。 |

- 油墨的遮盖力很差
这是一次移印在深色承印物上的直接结果。在这样的承印物上采用两次移印的工艺将带来满意的遮盖力水平。另外,在基材表面印上白底或者采用镀银工艺生成明亮的印刷图象的工艺也经常被采纳。
| 可能原因 |
解决办法 |
| 移印胶头表面有细孔,太粗糙 |
更换新的胶头 |
| 移印胶头底部过于平坦,胶头太软 |
选用更尖的胶头 |
| 腐蚀深度太浅 |
腐蚀较深的钢板 |
| 加网角度有问题 |
采用另外的加网角度制作菲林片和晒版 |
| 印版类型选择错误 |
选择适合的钢板,比如优质的移印钢板 |
| 油墨太稀 |
添加适当的原墨并搅拌均匀 |
| 油墨转移不完全 |
采用油墨压印延缓上抬的模式进行印刷 |
| 原稿本身不鲜艳导致的遮盖力差 |
采用两次粘墨一次移印的模式印刷 |
- .图象染脏
通常起因于墨层太薄和移印胶头出现滑移,当胶头太硬,胶头压印中心偏移于胶头中心线,夹具松动,夹具放置承印物的角度不正确,移印压力过大,移印机本身水平度不够和稳定性差,都会导致胶头的滑移现象。图象染脏液可能起因于静电和环境的影响。
| 可能原因 |
解决办法 |
| 移印胶头硬度太硬 |
更换较软的胶头 |
| 移印胶头截面积太小 |
更换截面积较大的胶头 |
| 图文太靠近边缘 |
调整胶头压印位置,用夹具支撑更大的面积 |
| 印版深度太深 |
更换较浅深度的钢板 |
| 印版本身问题,也许需要加网制版 |
晒制带有网点的印版,或者晒制不同的加网线数的印版 |
| 油墨太稀 |
添加适当的原墨, 选用专用的移印油墨 |
| 油墨干燥速度太慢 |
添加快干稀释剂,控制好环境的温湿度 |
| 承印物表面弯曲比较严重 |
选择特殊形状的胶头或者调整胶头的压印位置 |
| 夹具稳定性差 |
重新制作夹具,夹具的受力中心要控制在印刷图文的近似几何中心。 |
移印机测试常见问题的处理9-10
- 套印不准确
套印不准确是指多色移印出现位置偏差和网点叠加复制的图象出现色彩错位的现象,这是衡量精确移印的最重
要的指标之一。从印刷机本身的套印精度来说,穿梭式的移印机套印角度高于转盘式移印机,多台单色机组合式印刷的套印精度最差。而以精密分角器控制的圆盘式带有独立印版控制系统的多色移印机套印精度 。另外,四色印版特别是四色移印钢板涉及网点复制的深度控制对套印角度影响特非常大。
| 可能原因 |
解决办法 |
| 移印胶头安装有问题 |
调整胶头在最精确的位置转移图文,保证四个胶头具有同样的压力中心 |
| 移印胶头形状不统一 |
胶头的形状具有同一性。保证四个胶头具有同样的形状 |
| 移印胶头硬度不相同 |
使用橡胶硬度计确定胶头硬度的同一性,胶头硬度偏差低于2% |
| 图象本身套印存在问题 |
重新制作菲林,重新晒制钢板,要充分考虑印刷的变形补偿问题。 |
| 油墨在其中一色的扩展大于其它颜色 |
选用高质量的移印油墨添加准确的稀释剂 |
| 承印物局部坍塌现象(如硬质塑料瓶). |
选用更好的夹具,或气压更大的吹气装置 |
| 工件夹具不够稳定 |
制作支撑性好,稳定性好的夹具 |
| 输送带,梭动台和转盘工作台精确度不高 |
安装精确度高的工作台 |
| 夹具不够精密,支撑性不好 |
精确调整,制作更加精密的夹具 |
- 图文出现砂眼
多数是油墨干燥在印版图文区引起印刷区域的干裂和点状空白缺陷。
| 可能原因 |
解决办法 |
| 移印胶头底部太平坦 |
更换底部更尖的胶头 |
| 移印胶头表面粗糙老化,有细孔 |
更换新的胶头 |
| 印版腐蚀深度太浅 |
用较深的深度蚀刻钢板 |
| 钢板制作工艺问题 |
换用加网的菲林重新制作钢板 |
| 油墨太稠 |
添加稀释剂稀释油墨 |
| 油墨干燥在钢板图文深处 |
用稀释剂清洗钢板图文区,添加适量的慢干稀释剂 |
| 承印物表面被油污染脏 |
用酒精清洁承印物表面 |
| 印刷速度太慢 |
提高印刷机印刷速度 |
多色移印机中,穿梭类型的移印机和转盘式的移印机都比较常见,而已穿梭式的移印机精度为高。穿梭移印机的工作台有一个类似穿梭块的配件会带动产品和夹具往复移动在不同的印刷位置下,依次完成多色的移印。多色移印机的重要特征就是具有多套的颜色和移印系统: 夹具: 穿梭式的移印机和单色移印一样都只有一个夹具, 只是多色移印机的夹具会来回移动; 四色穿梭移印机有四套油墨供应系统,分别添加四种不同颜色的油墨, 四种油墨供应系统分别安装四块移印钢板,每块移印钢板由单独的油盅或者油盘供应油墨, 而四块移印钢板的蚀刻顺序要按照用户提供的原稿制作; 四色穿梭移印机有四个移印胶头分别安装在不同的钢板前端,移印胶头的形状可以相同,也可以不同。

移印机测试常见问题的处理11-12-13
- 油墨粘在移印胶头表面
如果移印胶头粘起油墨但没有全部转移到承印物表面,图象中间就会出现空白区域。油墨理想情况只能转移90%,还有10%会残留在移印胶头表面,换用脱膜性更好的移印胶头也只会提高2%的转移率。油墨粘在移印胶头表面还会造成网点复制过程中的层次损失,所以移印机设计有胶头清洗装置的思路才是解决问题的根本出路。
| 可能原因 |
解决办法 |
| 移印胶头太软 |
更换较硬的胶头 |
| 移印胶头形状不适合 |
更换底部更尖的胶头 |
| 移印胶头表面粗糙老化,有细孔 |
更换新的胶头,配方中硅油成本不宜过多 |
| 钢板深度太浅 |
用加深的深度腐蚀钢板 |
| 钢板深度太深 |
减低钢板深度,或者采用空行程调墨的办法防止油墨干燥在印版深处 |
| 油墨干燥在胶头表面 |
添加慢干稀释剂或添加必要的稀释剂 |
| 胶头太湿-无法形成墨膜 |
添加快干稀释剂,稀释剂内不应掺有水分。 |
| 承印物被油渍,汗渍染脏 |
用酒精清洗,必要时带手套操作。 |
| 车间温度太高 |
车间温度 控制在64-68 °F. |
| 印刷速度太低 |
油墨干燥在胶头表面时提高印刷速度 |
| 印刷速度太高 |
用热风冷风干燥,防止胶头太湿,给胶头较多的干燥时间。 |
- 图象边缘有拉丝缺陷
这一般是静电造成的麻烦,但又是也会由其它因素如移印胶头的形状和不恰当的油墨粘度引起。
| 可能原因 |
解决办法 |
| 移印胶头底部过于平坦 |
选用底部较尖的胶头 |
| 印版腐蚀深度太深 |
减低深度,重新制版 |
| 没有选用加网菲林或者加网线数有误. |
更换不同的加网线数制作菲林和晒版 |
| |